|
| 各工程をクリックすると詳細説明をご覧いただけます。 |
 |
|
|
|
|
|
|
|
 |
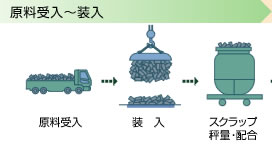
原料受入
製品の製造に必要な原料に対し受入検査を行い、合格したものだけを指定された置き場で識別管理します。 |
 |
装 入
等級別・用途別に16種類に分類した置き場から、電気炉に投入するためのバケットにスクラップを投入します。 |
 |
スクラップ秤量・配合
独自のブレンドにより80tのスクラップを3回に分けて
秤量・配合します。 |
| ▲製造工程全体図へ戻る |
|
|
 |
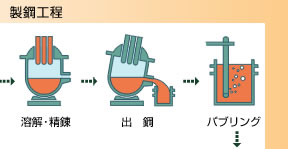
溶解・精錬
装入したスクラップを電気炉で溶解し、精錬を行い不純物を取り去り、きれいな鋼にします。 |
 |
出 鋼
精錬が終わった溶鋼を定められた温度であることを確認し、レードルという取鍋に移します。 |
 |
バブリング
窒素ガスを使って、レードルの中を攪拌して、化学成分や溶鋼温度を均一にします。 |
| ▲製造工程全体図へ戻る |
|
|
|
 |
 |
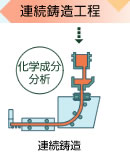
連続鋳造
溶鋼を鋳型で固めてビレットという角柱状の半製品を造ることをいいます。 |
|
|
 |
|
|
|
 |
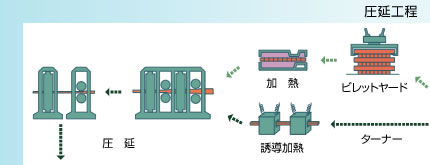
ターナー
ビレットを連続鋳造工程から圧延工程に向けて方向転換を行います。 |
ビレットヤード
連続鋳造工程において製造したビレット(半製品)を保管する置き場です。 |
誘導加熱
直接圧延の場合、圧延工程にビレットを引き渡す際に必要に応じてビレット温度を微調整します。 |
加 熱
冷材圧延の場合、圧延工程にビレットを引き渡す設定温度まで加熱します。 |
|
| ▲製造工程全体図へ戻る |
|
|
 |
圧 延
ビレットを製品にするために、HVスタンドで上下、左右交互に鍛練しながら、圧延指定のサイズに仕上げます。 |
 |
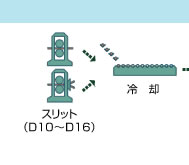
スリット(D10〜D16)
1本のビレットを縦方向に左右に等分割を行い、2本の製品として仕上げます。
|
 |
冷 却
圧延された製品を自然冷却させます。 |
| ▲製造工程全体図へ戻る |
|
|
 |
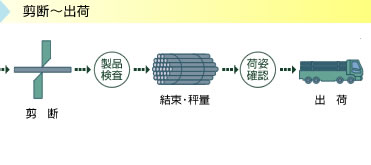
剪 断
圧延された製品を指定の長さに切断します。3.5m〜12mの長さが切断可能です。 |
 |
 |
結束・秤量
指定の長さに切断された製品を規定、あるいは指定された本数に結束を行い、1束の質量を測って確認します。 |
 |
 |
出 荷
お客様のオーダーに合わせて指定の場所に製品をお届けします。 |
| ▲製造工程全体図へ戻る |
|